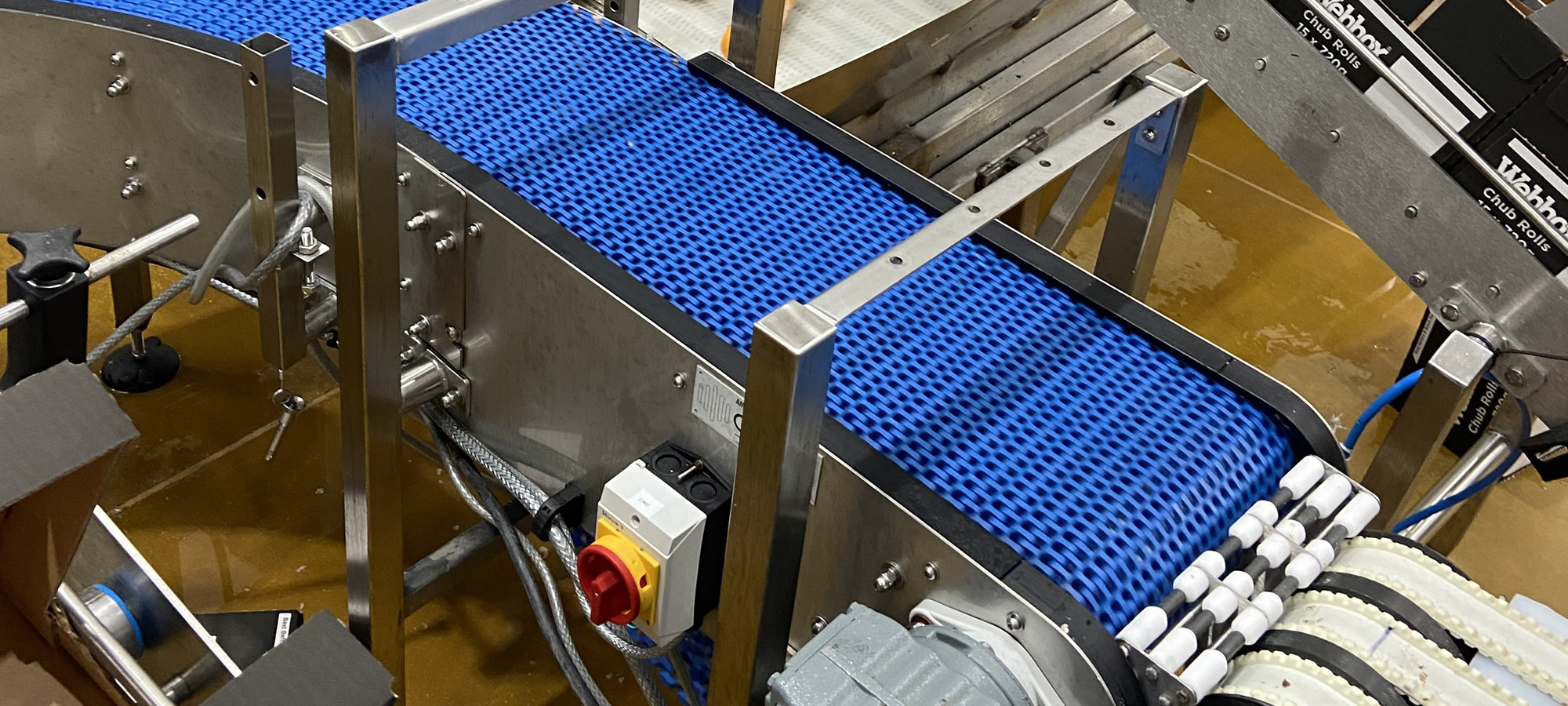
Amber Industries engineers were commissioned to design, manufacture and install a stainless steel conveyor line to take sausage shaped packages of processed meat for pet food from the processing machine to the packing area.
Amber Industries engineers were commissioned to design, manufacture and install a stainless steel conveyor line to take sausage shaped packages of processed meat for pet food from the processing machine to the packing area.
Amber Industries Ltd, Unit 10 Southlink Business Park, Hamilton Street, Oldham, Lancashire, OL4 1DE, United Kingdom
Copyright © Amber Industries Ltd 2026.